重庆有机化工厂苯酚车间是本所无疏水阀《高效蒸汽供热系统》发明专利技术在化工行业实施的第一个案例。该车间有8台大型反应釜,每台反应釜配置一台疏水阀,凝结水经疏水阀直排大气不回收。根据生产工艺要求,反应釜投料后须快速升温加热,此时要产生大量凝结水。而保温时仅需少量蒸汽维持,生成的凝结水较少,疏水阀在这样大范围变化的工况下工作难于胜任,损坏几率高、可靠性差、有效寿命短。为保证生产正常进行,满足工艺加热要求,操作人员通常都适度打开与疏水阀并联的旁通阀排水,致使无法计量的新蒸汽连同凝结水一同排入大气,能源浪费严重,车间周围到处汽雾弥漫,生产环境差。
1995年底,该车间采用本所无疏水阀《高效蒸汽供热系统》发明专利技术对其供热系统实施改造,其后疏水阀已全部取消,新增的压力均衡器替代了疏水阀的疏水功能,并有效的阻止了蒸汽泄漏,在反应釜快速升温加热和保温时,也能满足凝结水顺利排出,再进入专用设备——调节装置集中疏水,并由定压装置定压后凭借自身拥有的压力返回了热源。
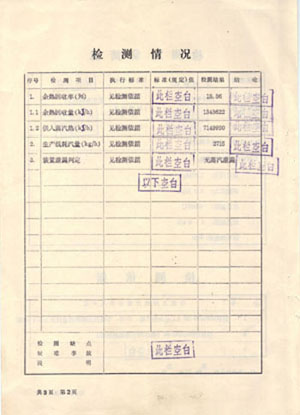
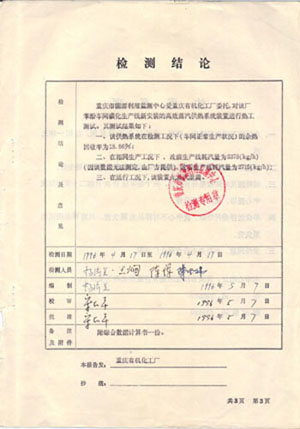
根据重庆市能源监测站检测报告提供的数据显示,该车间系统余热回收率为18.86%。“在运行工况下,该装置无蒸汽泄漏”。这表明系统漏汽率为零。尽管该车间未装蒸汽流量计,缺乏准确的改前改后用汽数据比对,无法给出节汽率指标。但漏汽率为零的系统与现有采用疏水阀和电泵构成的系统比较,无论是节汽率和凝结水回收率,本所专利技术均已具有不可比拟的优势。
重庆市能源监测站检测报告